



Trong bối cảnh nền công nghiệp chế tạo ngày càng đòi hỏi khắt khe về độ bền và tuổi thọ của vật liệu, sự hao mòn linh kiện đang trở thành vấn đề kỹ thuật gây thất thoát hàng tỷ đồng cho các doanh nghiệp B2B mỗi năm. Một chi tiết máy bị mài mòn hoặc biến dạng không chỉ làm gián đoạn toàn bộ dây chuyền sản xuất mà còn kéo theo những rủi ro về an toàn lao động và uy tín thương hiệu của nhà thầu.
Chính lúc này, việc ứng dụng các giải pháp xử lý bề mặt kim loại đạt chuẩn trở nên cấp thiết hơn bao giờ hết. Trong số đó, công nghệ thấm nitơ nổi lên như một phương pháp gia công hàng đầu, được các tập đoàn cơ khí nặng trên thế giới tin dùng để tối ưu hóa cơ tính và phát huy tối đa độ bền của vật liệu thép hợp kim.
Vậy phương pháp xử lý nhiệt luyện này có những đặc tính kỹ thuật nào nổi bật? Hãy cùng tìm hiểu chi tiết qua góc nhìn chuyên sâu dưới đây để có giải pháp gia công phù hợp nhất cho nhà máy của bạn.
Khái Niệm Và Cơ Sở Khoa Học Về Công Nghệ Thấm Nitơ
Về mặt kỹ thuật, thấm nitơ là quá trình hóa nhiệt luyện nhằm bão hòa nguyên tử nitơ vào lớp bề mặt của chi tiết thép. Quá trình này tạo ra các hạt Nitrit có độ cứng rất cao, xen kẽ vào mạng tinh thể của kim loại, giúp bề mặt chi tiết gia tăng đáng kể khả năng chống mài mòn mà không làm thay đổi cấu trúc phần lõi dẻo dai bên trong.
Điểm khác biệt cốt lõi của phương pháp này nằm ở môi trường phản ứng và nhiệt độ thấm nitơ. Chi tiết cơ khí được nung nóng trong một buồng chứa khí Amoniac. Khi đạt đến dải nhiệt độ tiêu chuẩn, thông thường chỉ dao động từ 500 độ C đến 580 độ C, khí Amoniac sẽ phân hủy và giải phóng ra các nguyên tử nitơ hoạt tính.
Chính những nguyên tử hoạt tính này sẽ từ từ khuếch tán sâu vào bề mặt thép, tạo thành một lớp hóa hợp siêu cứng ở ngoài cùng và một lớp khuếch tán vững chắc bên trong. Cấu trúc này tạo ra một lớp bảo vệ độ cứng cao, giúp chi tiết máy chịu được các tác động ma sát vật lý cường độ lớn.

Phân Loại Các Công Nghệ Thấm Nitơ Phổ Biến Nhất Hiện Nay
Tùy thuộc vào yêu cầu kỹ thuật khắt khe của bản vẽ và đặc thù của từng mác thép, các kỹ sư luyện kim sẽ quyết định áp dụng hệ thống thiết bị phù hợp. Hiện nay, ngành công nghiệp đang tập trung khai thác ba công nghệ cốt lõi sau:
Công nghệ thấm nitơ thể khí truyền thống
Công nghệ thấm nitơ thể khí là phương pháp nền tảng và được sử dụng rộng rãi nhất trong các nhà máy luyện kim công suất lớn, đặc biệt lý tưởng cho việc sản xuất hàng loạt. Linh kiện được đặt vào một buồng lò kín, sau đó khí Amoniac được bơm liên tục vào không gian nung.
- Tính đồng đều cao: Dòng khí luân chuyển liên tục giúp đảm bảo mọi chi tiết có hình dáng phức tạp đều được tiếp xúc và thẩm thấu nitơ đồng đều.
- Kiểm soát thế nitơ: Các lò khí hiện đại cho phép kỹ sư điều chỉnh chính xác nồng độ khí đầu vào, từ đó kiểm soát được tỷ lệ các pha trong lớp hóa hợp, giảm thiểu độ giòn của bề mặt.
- Chi phí gia công: Phù hợp với các đơn hàng số lượng lớn, chi phí vận hành ở mức trung bình, tuy nhiên thời gian cho một mẻ lò thường kéo dài.
Công nghệ thấm nitơ ion tiên tiến
Tiến xa hơn một bậc về mặt công nghệ và độ chính xác chính là công nghệ thấm nitơ ion (hay thường gọi là thấm Plasma). Đây là bước tiến kỹ thuật sử dụng điện trường mạnh trong môi trường chân không để ion hóa hỗn hợp khí chứa nitơ.
- Tốc độ thẩm thấu nhanh: Các ion nitơ mang năng lượng cao bắn phá trực tiếp vào bề mặt chi tiết, gia tăng tốc độ khuếch tán, giúp rút ngắn thời gian xử lý so với phương pháp thể khí.
- Khả năng che chắn linh hoạt: Cho phép kỹ sư sử dụng các cơ cấu che chắn cơ học đơn giản để bảo vệ những vùng không yêu cầu tăng cứng (như các lỗ ren, bề mặt chờ lắp ghép trục).
- Bảo vệ môi trường: Không sử dụng hóa chất độc hại, lượng khí tiêu thụ cực thấp và kiểm soát hoàn toàn lớp trắng (white layer) giòn gãy, tạo ra bề mặt đạt tiêu chuẩn chất lượng cao.
Công nghệ thấm nitơ thể lỏng qua bể muối
Phương pháp này thực hiện bằng cách nhúng trực tiếp chi tiết kim loại vào bể muối nóng chảy (chứa các thành phần gốc xianua hoặc muối thế hệ mới ít gây hại cho sinh thái).
- Thời gian gia công ngắn: Tốc độ truyền nhiệt của chất lỏng rất nhanh, giúp giảm chu kỳ gia công xuống chỉ còn vài giờ đồng hồ.
- Độ nhẵn bóng bề mặt: Lớp thấm hình thành đồng đều, độ nhám bề mặt ít bị thay đổi sau quá trình xử lý.
- Yêu cầu xử lý: Quá trình xử lý chất thải sau khi thấm đòi hỏi các hệ thống lọc và tiêu chuẩn an toàn môi trường nghiêm ngặt.

Đánh Giá Khách Quan Ưu Điểm Của Thấm Nitơ Và Hạn Chế Cần Biết
Để duy trì dây chuyền sản xuất cơ khí B2B ổn định, việc ra quyết định chọn phương pháp xử lý bề mặt vật liệu đóng vai trò then chốt. Các nhà quản lý kỹ thuật cần nắm vững ưu điểm của thấm nitơ cũng như những giới hạn cơ học để tối ưu hóa chi phí và chất lượng gia công.
Ưu điểm của thấm nitơ đối với chất lượng linh kiện
- Độ cứng bề mặt đạt mức tối đa: Sự hình thành của các hạt nitrit hợp kim giúp bề mặt thép đạt tới độ cứng dao động từ 1000 đến 1200 HV (tương đương 68 - 72 HRC). Mức độ này đáp ứng rất tốt các điều kiện làm việc có ma sát trượt cường độ cao.
- Bảo toàn hình dáng, chống cong vênh: Đây là ưu điểm kỹ thuật quan trọng nhất. Do nhiệt độ thấm nitơ rất thấp (thường dưới 600 độ C) và linh kiện được làm nguội chậm cùng lò (không sử dụng môi chất tôi làm nguội nhanh), các chi tiết cơ khí chính xác giữ nguyên vẹn được dung sai kích thước ban đầu, triệt tiêu nguy cơ cong vênh hay nứt vỡ.
- Tăng cường giới hạn mỏi (Fatigue Limit): Quá trình khuếch tán tạo ra dư ứng suất nén trên bề mặt kim loại. Lớp ứng suất này đóng vai trò như một vùng đệm phân tán lực, giúp linh kiện chịu được các lực uốn, xoắn có chu kỳ lập lại liên tục (như lò xo, trục khuỷu) mà không bị gãy mỏi.
- Tính ổn định nhiệt và chống ăn mòn: Lớp bề mặt thấm nitơ rất trơ với nhiệt. Chi tiết máy có thể hoạt động liên tục với ma sát sinh nhiệt lên đến 500 độ C mà độ cứng không bị suy giảm. Đồng thời, mạng tinh thể dày đặc giúp tăng khả năng chống gỉ sét trong môi trường độ ẩm cao hoặc tiếp xúc với một số hóa chất nhẹ.

Những nhược điểm của quá trình thấm nitơ cần lưu tâm
- Giới hạn về chiều sâu lớp thấm: Lớp hóa cứng hình thành thông qua khuếch tán nitơ thường khá mỏng (chỉ dao động từ 0.1mm đến 0.6mm). Vì vậy, phương pháp này chống mài mòn ma sát rất tốt nhưng không phù hợp cho những chi tiết phải chịu tải trọng dập, va đập mạnh từ bên ngoài, dễ gây hiện tượng lún nứt bề mặt.
- Yêu cầu về mác thép vật liệu: Để đạt được độ cứng kỹ thuật theo yêu cầu, phôi liệu bắt buộc phải là các mác thép hợp kim có chứa các nguyên tố tạo nitrit mạnh như Nhôm (Al), Crom (Cr), Molypden (Mo) hay Vanadi (V). Các loại thép carbon thấp thông thường sẽ không mang lại hiệu quả cao đối với quy trình này.
- Chi phí và thời gian gia công: Khác với tôi cao tần hay xử lý nhiệt thông thường, một chu kỳ nung giữ nhiệt trong lò có thể kéo dài từ 20 đến 80 giờ tùy thuộc vào độ sâu lớp thấm theo bản vẽ. Điều này làm tăng chi phí năng lượng và giá thành gia công, yêu cầu doanh nghiệp tính toán kỹ phương án kinh tế.

So Sánh Thấm Carbon Và Thấm Nitơ: Đâu Là Lựa Chọn Tối Ưu?
Trong thiết kế cơ khí, việc lựa chọn giữa hai phương pháp tăng cứng bề mặt này cần dựa trên các thông số kỹ thuật cốt lõi. Bảng dưới đây sẽ làm rõ sự khác biệt của công nghệ thấm carbon và thấm nitơ:
|
Tiêu chí kỹ thuật |
Công nghệ Thấm Nitơ (Nitriding) |
Công nghệ Thấm Carbon (Carburizing) |
|---|---|---|
|
Nhiệt độ xử lý & Pha thép |
Thấp (500°C - 580°C): Quá trình diễn ra ở pha Ferrit, giúp duy trì cấu trúc lõi ổn định. |
Rất cao (850°C - 950°C): Nung thép lên vùng Austenit để nguyên tử Carbon khuếch tán vào mạng tinh thể. |
|
Bản chất khuếch tán |
Bão hòa nguyên tử Nitơ tạo ra các dải hạt Nitrit có độ cứng cao trên bề mặt. |
Bão hòa nguyên tử Carbon nhằm biến tính bề mặt thành dạng thép carbon cao. |
|
Nguy cơ biến dạng (Cong vênh) |
Rất thấp: Làm nguội chậm cùng lò, bảo toàn dung sai kích thước ban đầu ở mức micromet. |
Rủi ro cao: Gây ứng suất nhiệt lớn do quy trình bắt buộc phải làm nguội nhanh (nhúng tôi bằng dầu/nước). |
|
Chiều sâu lớp thấm |
Mỏng (0.1mm - 0.6mm): Phù hợp để chống mài mòn trượt đối với các chi tiết có độ chính xác cao. |
Dày (1.0mm - 3.0mm hoặc hơn): Tạo lớp vỏ cứng và dày, chịu được lực ma sát và tải trọng lớn. |
|
Độ cứng bề mặt |
Cực kỳ cao (1000 - 1200 HV): Khả năng chống xước và mài mòn bề mặt vượt trội. |
Cao (Khoảng 700 - 850 HV): Đáp ứng các tiêu chuẩn cơ khí chịu lực thông dụng. |
|
Khả năng chịu tải trọng, va đập |
Kém (Dễ nứt vỡ bề mặt): Lớp cứng bề mặt mỏng, nếu chịu áp lực va đập lớn sẽ làm lõi lún, dẫn đến bong tróc bề mặt. |
Xuất sắc: Kết hợp giữa lớp ngoài cứng dày và lõi dẻo dai giúp hấp thụ các lực tải trọng đột ngột (như bánh răng tải nặng). |
|
Tính chịu nhiệt (Chống ram) |
Ổn định nhiệt cao: Duy trì độ cứng khi nhiệt độ làm việc của chi tiết lên đến 500°C. |
Dễ suy giảm cơ tính: Độ cứng bắt đầu giảm đi khi nhiệt độ làm việc thực tế vượt quá 200°C. |
|
Yêu cầu gia công sau xử lý |
Sử dụng ngay: Tiết kiệm nguyên công gia công tinh (như mài, tiện) do không phát sinh sai số hình học. |
Bắt buộc mài lại: Phải tốn chi phí cho công đoạn mài lại bề mặt nhằm khắc phục độ cong vênh sau khi tôi. |

Phạm Vi Ứng Dụng Của Thấm Nitơ Trong Các Ngành Công Nghiệp Trọng Điểm
Với những đặc tính cơ học ưu việt và khả năng duy trì dung sai hình học xuất sắc, phương pháp xử lý bề mặt này đang là công nghệ nền tảng hỗ trợ sản xuất cho hàng loạt ngành công nghiệp B2B:
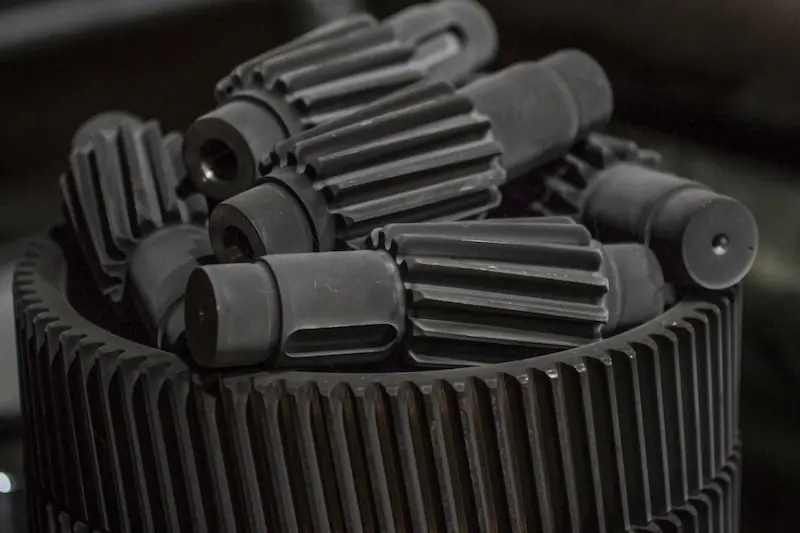
- Ngành Cơ Khí Chế Tạo & Khuôn Mẫu: Sự mài mòn nhanh trong quá trình làm việc sẽ làm giảm nghiêm trọng độ chính xác của sản phẩm. Các chi tiết như trục vít máy ép nhựa, khuôn đùn nhôm, khuôn dập, chốt dẫn hướng và dao cụ cắt gọt cao cấp thường được xử lý nitơ. Quá trình này giúp bề mặt khuôn chống bám dính phôi, kéo dài chu kỳ hoạt động của khuôn mẫu lên gấp 3 đến 5 lần.
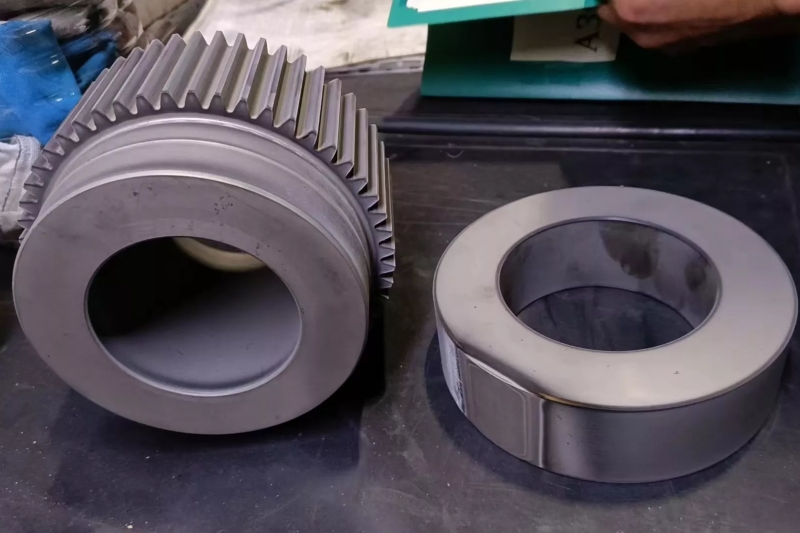
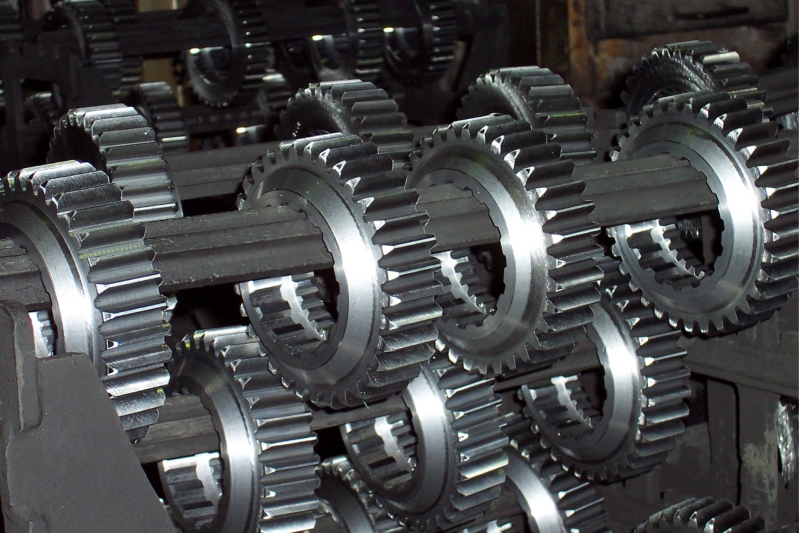
- Ngành Ô - Tô & Xe Máy: Hệ thống động cơ đòi hỏi các chi tiết máy phải hoạt động ở tốc độ vòng quay lớn. Trục khuỷu, trục cam, xilanh động cơ, bánh răng hộp số, xéc-măng, van xả bắt buộc phải áp dụng quy trình gia công này để đảm bảo cụm cơ cấu truyền động hoạt động ổn định trong thời gian dài mà không bị hao mòn biên dạng.
- Ngành Dầu Khí & Năng Lượng: Môi trường khai thác luôn đi kèm áp suất lớn và các hóa chất có tính ăn mòn. Xử lý nitơ là phương pháp quan trọng để gia cường bề mặt cho các cụm van bi điều áp, trục bơm công nghiệp, chi tiết tuabin gió, giúp thiết bị làm việc bền bỉ trong môi trường khắc nghiệt, giảm chi phí dừng máy bảo dưỡng.
- Hàng Không Vũ Trụ & Kỹ Thuật Chính Xác: Các linh kiện truyền động và càng đáp yêu cầu trọng lượng nhẹ nhưng có giới hạn mỏi và bề mặt chịu lực cực cao. Phương pháp thấm nitơ đảm bảo duy trì độ bền cấu trúc, không gây nứt vi mô hoặc ứng suất phá hủy trên các mác thép chuyên dụng.
Giải Đáp Các Thắc Mắc Về Quá Trình Thấm Nitơ
Quá trình thấm nitơ có làm thay đổi màu sắc của linh kiện cơ khí không? Có. Sau khi xử lý nhiệt luyện, bề mặt chi tiết thường chuyển sang màu xám mờ, xám tro hoặc xám đen. Đây là màu sắc đặc trưng của lớp hóa hợp Nitrit trên bề mặt, giúp chống phản quang và tạo ngoại quan công nghiệp đồng nhất cho sản phẩm.
Linh kiện sau khi xử lý có cần phải gia công tinh (mài) lại không? Do đặc thù không phát sinh hiện tượng cong vênh hay thay đổi kích thước, phần lớn linh kiện có thể được chuyển ngay sang khâu lắp ráp. Trong các trường hợp bản vẽ yêu cầu độ nhám bề mặt rất thấp (như khuôn ép nhựa quang học), kỹ sư chỉ cần thực hiện đánh bóng vi mô lớp ngoài cùng.
Các mác thép nào mang lại hiệu quả xử lý nhiệt cao nhất? Để đạt được độ cứng bề mặt tối ưu, các xưởng cơ khí nên sử dụng phôi liệu từ các dòng thép hợp kim như 42CrMo, 40CrNiMo, thép làm khuôn nóng/nguội như H13, SKD11, SKD61, hoặc các dòng thép không gỉ (Inox 304, 316) kết hợp cùng công nghệ thấm nitơ ion.
Về mặt tổng thể, công nghệ thấm nitơ là một quá trình xử lý hóa nhiệt luyện chuyên sâu, giúp gia tăng đáng kể cơ tính của các phôi thép hợp kim. Việc ứng dụng công nghệ làm cứng bề mặt ở dải nhiệt độ thấp này giúp các doanh nghiệp giải quyết triệt để vấn đề sai số do biến dạng nhiệt, tối ưu hóa khả năng chống mài mòn, tăng giới hạn mỏi và chống ăn mòn cho các chi tiết cơ khí đòi hỏi độ chính xác cao.
Mặc dù quy trình này có chi phí thời gian lớn và yêu cầu kỹ thuật khắt khe đối với vật liệu đầu vào, nhưng hiệu quả mang lại trong việc nâng cao tuổi thọ linh kiện là rất rõ rệt. Việc đánh giá đúng ứng dụng và tiêu chuẩn kỹ thuật của công nghệ này chính là giải pháp cốt lõi giúp các nhà máy cơ khí nâng cao chất lượng sản phẩm, tối ưu chi phí bảo trì và đáp ứng các tiêu chuẩn sản xuất khắt khe nhất của đối tác.







