



Trong chuỗi giá trị của ngành gia công cơ khí, xử lý nhiệt thường chỉ chiếm khoảng 15% đến 20% tổng chi phí sản xuất, nhưng nó lại mang yếu tố quyết định 100% đến độ bền, tuổi thọ và chất lượng cuối cùng của sản phẩm. Một chi tiết máy được tiện CNC hoàn hảo, dung sai đạt chuẩn micromet, hoàn toàn có thể trở thành phế phẩm nếu vấp phải những lỗi nhiệt luyện ở khâu cuối cùng.
Bài viết chuyên sâu dưới đây sẽ bóc tách ngọn ngành các khuyết tật khi nhiệt luyện, chỉ rõ nguyên nhân và cung cấp giải pháp kỹ thuật tối ưu dành riêng cho các doanh nghiệp B2B thuộc khối Cơ Khí Chế Tạo, Ô - Tô, Xe Máy, Dầu Khí, Năng Lượng, Xây Dựng, Kết Cấu và Điện Tử.
Tại Sao Việc Kiểm Soát Lỗi Nhiệt Luyện Lại Là Vấn Đề Sống Còn Của Doanh Nghiệp Cơ Khí?
Hãy hình dung một mẻ bulong cường độ cao phục vụ cho dây chuyền lắp ráp ô tô hoặc một bộ khuôn đột dập SKD11 trị giá hàng trăm triệu đồng bị trả về chỉ vì bề mặt không đạt độ cứng hoặc nứt ngầm bên trong. Thiệt hại lúc này không chỉ nằm ở chi phí xử lý nhiệt, mà doanh nghiệp gia công đã đánh mất toàn bộ chi phí phôi vật liệu, hàng trăm giờ chạy máy phay, tiện, cắt dây, và quan trọng nhất là làm giảm uy tín trước các đối tác lớn như Bosch, Vinfast hay Samsung.
Đặc biệt, trong bối cảnh các doanh nghiệp phụ trợ Việt Nam đang nỗ lực tham gia vào chuỗi cung ứng toàn cầu (FDI), dung sai cho phép là rất nhỏ và rủi ro đền bù do chậm tiến độ giao hàng là vô cùng lớn. Bất kỳ sự thiếu chính xác nào trong việc kiểm soát nhiệt độ, thời gian giữ nhiệt hay môi trường làm nguội đều lập tức sinh ra phế phẩm, buộc nhà máy phải bắt đầu lại từ khâu gia công phôi thô đắt đỏ.
Do đó, việc nhận diện sớm và làm chủ công nghệ xử lý nhiệt chính là giải pháp bảo vệ vững chắc nhất cho biên độ lợi nhuận, tối ưu hóa chi phí vận hành và giữ vững uy tín của doanh nghiệp.

Nhận Diện Các Khuyết Tật Khi Nhiệt Luyện Phổ Biến Nhất Và Cội Nguồn Vấn Đề
Để tìm ra bài toán giải quyết, các kỹ sư cần phân tích dựa trên bản chất luyện kim của vật liệu. Sự biến đổi vi cấu trúc bên trong thép dưới tác động của nhiệt độ luôn tiềm ẩn những rủi ro phá hủy tổ chức kim loại nếu không được kiểm soát. Dưới đây là những nguyên nhân cốt lõi dẫn đến các khuyết tật phổ biến.
Khuyết Tật Nứt Vỡ Xuyên Thấu Trong Và Sau Quá Trình Tôi Thép
Đây là khuyết tật nghiêm trọng nhất, phá hủy ngay lập tức cấu trúc vật liệu và thường không thể khắc phục. Vết nứt có thể xuất hiện rõ ràng trên bề mặt (nứt mạng nhện, nứt dọc) hoặc chạy ngầm xuyên thấu qua lõi chi tiết ngay sau khi nhúng vào bể làm nguội.
Nguyên nhân sâu xa đến từ sự cộng hưởng của ứng suất nhiệt và ứng suất tổ chức. Khi thép được nung nóng và làm nguội đột ngột, sự chênh lệch nhiệt độ giữa bề mặt và lõi tạo ra lực kéo - nén rất lớn. Đồng thời, sự chuyển biến pha từ cấu trúc Austenite sang cấu trúc Martensite làm tăng thể tích khối kim loại.
Việc kỹ thuật viên chọn sai dung dịch làm nguội có tốc độ truyền nhiệt quá nhanh, hoặc bản thân thiết kế chi tiết có các góc cạnh sắc nhọn, chênh lệch tiết diện lớn khiến quá trình co ngót không đồng đều, tất yếu sẽ vượt quá giới hạn bền kéo của kim loại, dẫn đến nứt vỡ.
Hiện Tượng Biến Dạng Và Cong Vênh Sai Lệch Kích Thước
Một trục cơ khí truyền động dài, một khuôn dập phẳng hoặc một bánh răng mỏng rất dễ bị thay đổi hình dáng, võng lưng hoặc cong vênh vượt quá sai số micromet cho phép sau khi ra khỏi lò.
Hiện tượng này bắt nguồn từ việc gia nhiệt trong buồng lò không đồng đều, tạo ra các dải nhiệt độ khác nhau trên cùng một sản phẩm. Cách gá xếp chi tiết vào rổ mẻ không hợp lý (ví dụ xếp chồng chéo thay vì treo dọc) khiến trọng lực làm võng vật liệu ở trạng thái dẻo khi nhiệt độ cao.
Hơn thế nữa, nếu quá trình làm nguội không diễn ra đồng thời trên tất cả các mặt, sự co rút lệch pha sẽ sinh ra ứng suất dư, vặn xoắn và kéo lệch cấu trúc hình học ban đầu của chi tiết.

Bề Mặt Không Đạt Tiêu Chuẩn Độ Cứng HRC
Nhiều xưởng cơ khí gặp vấn đề khi đưa sản phẩm lên máy đo Mitutoyo và phát hiện cùng một bề mặt nhưng có khu vực đạt chuẩn HRC, có khu vực lại bị mềm, mũi đo lún sâu.
Hiện tượng độ cứng phân bố không đều trong cùng một lô hàng trực tiếp làm giảm khả năng chống mài mòn của sản phẩm. Vậy độ cứng không đạt nguyên nhân do đâu? Lỗi này thường xuất phát từ cấu tạo hệ thống buồng đốt của lò nung bị xuống cấp, nhiệt lượng phân bổ sinh ra các vùng thiếu nhiệt.
Ngoài ra, việc tính toán sai thời gian giữ nhiệt đối với các mác thép hợp kim khiến tổ chức thép không chuyển hóa hoàn toàn, để lại lượng lớn Austenite dư xen kẽ. Một nguyên nhân phổ biến khác là phôi chưa được làm sạch dầu mỡ gia công, rỉ sét tạo thành lớp màng cản nhiệt, ngăn chặn tốc độ làm nguội tại các điểm cục bộ.
Hiện Tượng Rỗ Bề Mặt Và Hình Thành Tổ Chức Thoát Carbon
Sau khi xử lý nhiệt, thay vì có bề mặt láng mịn, chi tiết lại xuất hiện các vết rỗ li ti, xám mờ. Khi tiến hành dũa thử hoặc đo độ cứng micro vickers, lớp vỏ ngoài cùng có độ cứng rất thấp, dễ dàng bị cạo tróc và giảm mạnh khả năng chịu lực ma sát.
Đây chính là hậu quả của việc xuất hiện tổ chức thoát carbon bề mặt. Khi nung thép ở nhiệt độ trên 800 độ C trong môi trường lò hở (chứa nhiều Oxy và hơi nước), một phản ứng hóa học sẽ xảy ra.
Oxy xâm nhập, kết hợp và làm suy giảm hàm lượng Cacbon trên bề mặt thép, bay hơi dưới dạng khí CO hoặc CO2. Lớp vỏ bên ngoài bị mất Cacbon sẽ lập tức bị giảm độ cứng nghiêm trọng. Với các chi tiết như bulong cường độ cao, lỗi này khiến các bước ren mất đi khả năng chịu tải, dễ dàng bị tuôn ren hoặc đứt gãy khi chịu lực siết từ súng bắn ốc.
Cấu Trúc Hạt Tinh Thể Bị Thô To Gây Giòn Vật Liệu
Có những lô sản phẩm khi kiểm tra độ cứng vẫn báo đạt thông số HRC yêu cầu, nhưng khi mang ra lắp ráp hoặc chịu tải trọng động, chi tiết lại dễ dàng bị nứt vỡ, đứt gãy.
Đây là hệ quả trực tiếp của lỗi quá nhiệt. Khi kỹ thuật viên cài đặt nhiệt độ nung vượt quá giới hạn biểu đồ pha của mác thép, hoặc ngâm giữ chi tiết trong lò quá lâu, các hạt tinh thể kim loại bên trong sẽ liên kết và phát triển phình to bất thường.
Tổ chức hạt thô này làm suy giảm đáng kể độ dẻo dai vốn có, tạo ra các mặt phẳng trượt dễ bị đứt gãy, làm giảm nghiêm trọng tuổi thọ của các loại dao cụ cắt gọt, trục khuỷu hay đầu mũi vít công nghiệp.
Lỗi Giòn Ram Làm Mất Khả Năng Chịu Lực Động
Khác với nứt vỡ ngay khi tôi, giòn ram là một khuyết tật ngầm nguy hiểm chỉ xuất hiện ở khâu xử lý cuối cùng. Chi tiết cơ khí đạt độ cứng tốt, không nứt vỡ ngoại quan, nhưng lại bị suy giảm độ dai va đập, trở nên cực kỳ nhạy cảm với các lực bẻ gãy.
Nguyên nhân của khuyết tật này nằm ở quy trình Ram thép (Tempering) - bước bắt buộc sau khi tôi thép. Đối với một số mác thép hợp kim, nếu làm nguội quá chậm khi đi qua dải nhiệt độ nhạy cảm (từ 400 - 550 độ C) sau khi ram, các tạp chất như Photpho, Antimon, thiếc sẽ khuếch tán và tập trung tại các biên giới hạt thép.
Sự kết tủa này làm suy yếu liên kết giữa các tinh thể, biến một trục truyền động thép SCM440 dẻo dai thành một vật liệu giòn, dễ đứt gãy khi động cơ chịu tải đột ngột.

Cách Khắc Phục Lỗi Nhiệt Luyện Chuyên Sâu Từ Chuyên Gia Luyện Kim
Nguyên tắc tối quan trọng trong luyện kim là sự phòng ngừa sự cố từ khâu thiết kế vật liệu, thay vì tìm cách khắc phục phế phẩm. Dưới đây là cách khắc phục lỗi nhiệt luyện dựa trên nền tảng cơ tính của kim loại nhằm kiểm soát rủi ro từ giai đoạn đầu.
Tính Toán Vật Liệu Và Thiết Kế Tiền Trạm Giảm Tập Trung Ứng Suất
Sự ổn định của sản phẩm bắt đầu từ trên bản vẽ CAD. Các kỹ sư thiết kế cần lưu ý các điểm sau để điều hướng và phân tán ứng suất khi thép bị làm nguội đột ngột:
- Loại bỏ góc nhọn: Thiết kế thêm các rãnh thoát hoặc bo tròn các góc lượn hợp lý để tránh tích tụ lực kéo nén.
- Xử lý phôi thô: Nếu chi tiết có tiết diện chênh lệch quá lớn (đầu to, trục nhỏ), cần xem xét quy trình ủ hoặc thường hóa (Normalizing) trước khi gia công cắt gọt để làm mịn hạt, đồng đều cấu trúc.
- Tối ưu mác thép: Lựa chọn thép hợp kim (bổ sung Crom, Molypden, Niken) để tăng tính thấm tôi. Điều này cho phép sử dụng các môi trường làm nguội chậm hơn (như tôi dầu thay vì tôi nước) nhằm giảm thiểu tối đa rủi ro nứt gãy.
Chuẩn Hóa Chuỗi Quy Trình Tôi, Ram Ủ Cơ Tính Khép Kín
Chất lượng nhiệt luyện phụ thuộc rất lớn vào quy trình làm nguội. Các nhà máy cần thiết lập một chu trình gia công khép kín và chính xác:
- Kiểm soát bể tôi: Trang bị hệ thống bể tôi kiểm soát nhiệt độ tự động, sử dụng dung môi Polymer hoặc dầu tôi chuyên dụng có tốc độ truyền nhiệt ổn định qua các giai đoạn sủi bọt, sôi và đối lưu.
- Tiến hành Ram kịp thời: Sau khi đưa ra khỏi bể tôi (chi tiết vẫn còn ở dải nhiệt độ khoảng 100-150 độ C), phải đưa ngay vào lò Ram. Đây là bước xử lý bắt buộc giúp giải phóng ứng suất của cấu trúc Martensite, giúp tổ chức thép đạt được sự cân bằng giữa độ cứng bề mặt và độ dẻo dai phần lõi.
- Xử lý âm sâu: Áp dụng bắt buộc đối với các khuôn mẫu SKD11 có yêu cầu ổn định kích thước cao. Việc làm lạnh sâu giúp lượng Austenite dư thừa chuyển hóa hoàn toàn, ngăn chặn hiện tượng cong vênh vi mô trong quá trình vận hành sau này.
Ứng Dụng Công Nghệ Lò Môi Trường Kiểm Soát Khí Quyển
Để khắc phục hoàn toàn tình trạng rỗ bề mặt hay tổ chức thoát carbon bề mặt, doanh nghiệp cần chuyển đổi từ các loại lò hở truyền thống sang hệ thống công nghệ hiện đại hơn:
- Cách ly với Oxy: Sử dụng khí bảo vệ như Nito, Argon kết hợp hệ thống đầu dò Oxy để lò tự động kiểm soát điện thế Cacbon với sai số tối thiểu (±0.02%).
- Bảo vệ bề mặt: Lớp khí bảo vệ này hoạt động như một rào cản kỹ thuật vững chắc, ngăn chặn hoàn toàn phản ứng oxy hóa làm thất thoát Cacbon bề mặt ở nhiệt độ cao.
- Đảm bảo kích thước thành phẩm: Nhờ đó, chi tiết sau khi nhiệt luyện sẽ giữ được độ láng mịn bề mặt, duy trì độ chính xác kích thước ban đầu, sẵn sàng cho công đoạn lắp ráp tiếp theo mà không cần xử lý mài mòn lại.

Nhiệt Luyện Công Danh – Đối Tác Gia Công Xử Lý Nhiệt Uy Tín, Chuẩn Xác
Nếu doanh nghiệp của bạn đang cần tìm một đơn vị gia công nhiệt luyện đảm bảo an toàn, đáp ứng các tiêu chuẩn đo lường khắt khe trong chuỗi cung ứng công nghiệp, Nhiệt Luyện Công Danh chính là đối tác gia công phù hợp nhất.
Với hơn 6 năm kinh nghiệm thực tế, chúng tôi tự hào là đơn vị cung cấp giải pháp xử lý nhiệt chuyên nghiệp cho hàng ngàn khách hàng B2B trên toàn quốc. Được vận hành theo hệ thống quản lý chất lượng ISO 9001:2015, chúng tôi cam kết kiểm soát nghiêm ngặt độ cứng và duy trì tính đồng đều cơ tính cao nhất trên từng lô hàng.
Hệ Thống Công Nghệ Chuẩn Quốc Tế
Để đảm bảo độ chính xác tuyệt đối, Nhiệt Luyện Công Danh đã đầu tư hệ thống máy móc tự động hóa hoàn toàn. Nổi bật là dây chuyền lò đa dụng IWA công nghệ Đức, cùng hệ thống lò băng tải liên tục công suất lớn nhập khẩu từ Đài Loan.
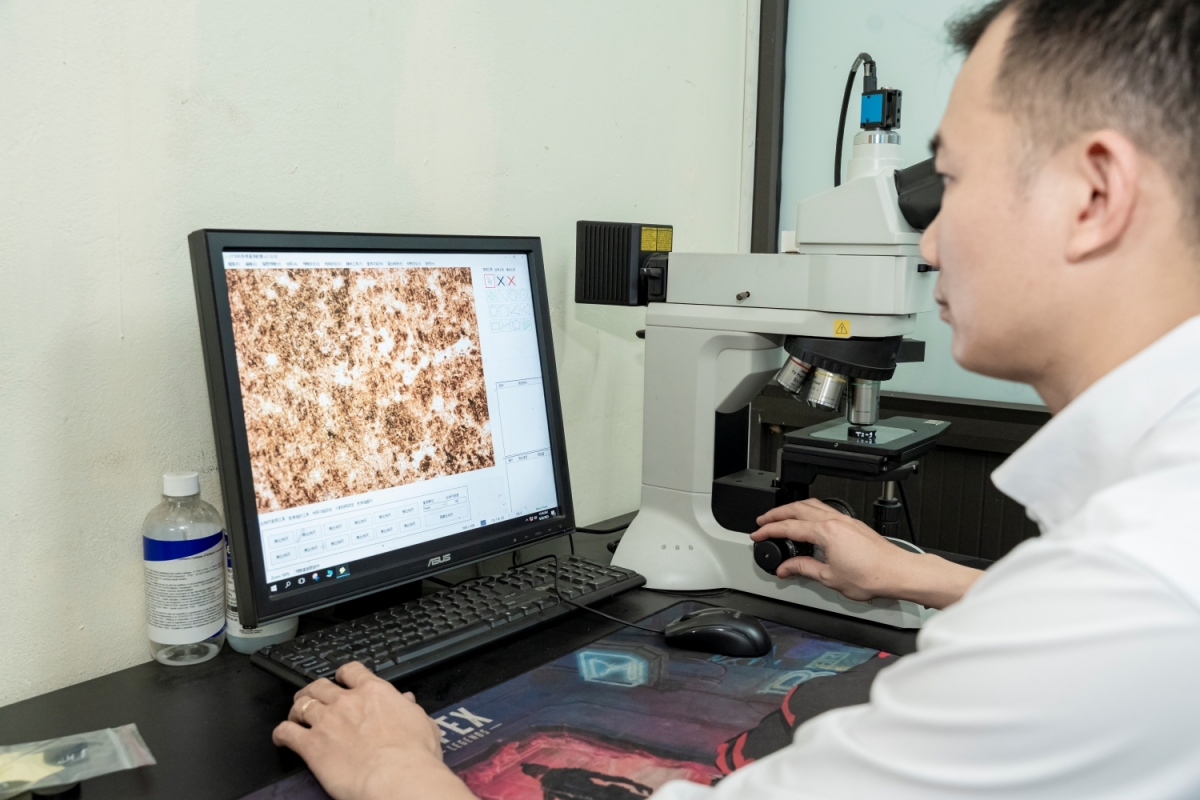
Toàn bộ khâu kiểm soát môi trường nhiệt luyện được số hóa, kết hợp với các phòng lab đo lường sở hữu thiết bị soi kim tương, đo vi độ cứng Mitutoyo (Nhật Bản). Chúng tôi tự tin kiểm soát dung sai độ cứng, đáp ứng trực tiếp các bộ tiêu chuẩn công nghiệp như JIS, DIN và ASTM.
Hệ Sinh Thái Dịch Vụ Toàn Diện, Giải Quyết Các Bài Toán Kỹ Thuật Khó
Nhiệt Luyện Công Danh cung cấp một dải dịch vụ chuyên sâu, được thiết kế riêng biệt cho từng nhóm mác thép:
- Tôi thấm Cacbon / Thấm Carbon-Nito: Giải pháp tối ưu cho thép cacbon thấp. Quá trình này bù đắp lượng cacbon bề mặt, tăng độ cứng lớp vỏ lên trên 60 HRC để chống mài mòn, trong khi lõi vẫn giữ độ dẻo dai chịu lực. Ứng dụng phổ biến cho vít bắn tôn, trục truyền động, bánh răng.
- Tôi luyện điều chất (Quenching & Tempering): Được thiết kế dành riêng cho thép hợp kim và thép cacbon trung bình. Đảm bảo tổ chức cơ tính đồng đều, tăng giới hạn chảy và giới hạn bền kéo, phục vụ sản xuất bulong cấp bền cao (8.8, 10.9), tay biên, linh kiện chịu lực ô tô.
- Ram ủ cơ tính, Thường hóa (Normalizing): Quy trình làm mềm phôi trước gia công, giải phóng ứng suất dư sau nguyên công hàn, dập, cắt gọt, giúp nhà máy gia công cơ khí đảm bảo độ chính xác kích thước và hạn chế mài mòn dao cụ.
- Dịch vụ tẩy rửa siêu âm & Chống gỉ: Sử dụng sóng siêu âm làm sạch hoàn toàn dầu tôi và cặn bám sâu trong các kẽ ren, mang lại bề mặt kim loại sáng sạch, đáp ứng tốt các yêu cầu tiền xử lý cho quy trình xi mạ.

Cam Kết Chất Lượng Cho Từng Đối Tác B2B
Chúng tôi thấu hiểu áp lực về thời gian và chi phí vật tư của các xưởng gia công chính xác. Đội ngũ kỹ sư tại Công Danh vận hành nhà máy liên tục 24/7, mang đến những cam kết chất lượng:
- Rà soát kỹ thuật và tối ưu quy trình để giảm thiểu triệt để các rủi ro nứt, biến dạng, cong vênh trước khi vật liệu vào lò.
- Năng lực sản xuất quy mô lớn với công suất lên tới 900 tấn/tháng, sẵn sàng đáp ứng đúng tiến độ cho các chuỗi cung ứng linh kiện FDI.
- Cung cấp đơn giá gia công hợp lý, đi kèm sự minh bạch trong quy trình kiểm định và chứng nhận xuất xưởng (CO/CQ).
Quý doanh nghiệp đang gặp vấn đề về tỷ lệ phế phẩm tăng cao sau nhiệt luyện? Đừng để những sai số kỹ thuật tiếp tục làm phát sinh chi phí sản xuất của nhà máy. Hãy gửi bản vẽ thiết kế hoặc thông số vật liệu cho đội ngũ kỹ sư của Nhiệt Luyện Công Danh.
Chúng tôi luôn sẵn sàng hỗ trợ tư vấn lựa chọn mác thép, thiết lập quy trình nhiệt luyện thử nghiệm (chạy mẫu) hoàn toàn miễn phí, và cung cấp bảng báo giá gia công chi tiết cho dự án của bạn. Gia công cơ khí yêu cầu sự chính xác cao – hãy lựa chọn quy trình chuẩn mực ngay từ khâu đầu tiên!

Giải Đáp Câu Hỏi Thường Gặp Về Quá Trình Nhiệt Luyện Kim Loại
Chi tiết cơ khí bị nứt sau khi tôi thép có thể tiến hành hàn hoặc sửa lại được không?
Câu trả lời thường là Không. Khi vết nứt nhiệt luyện hình thành, liên kết mạng tinh thể của kim loại tại vị trí đó đã bị đứt gãy hoàn toàn. Việc hàn bù chỉ đắp được lớp bề mặt, nhưng ứng suất nhiệt sinh ra từ mỏ hàn sẽ tiếp tục gây biến đổi tổ chức xung quanh, khiến vật liệu suy giảm cơ tính nghiêm trọng. Giải pháp kỹ thuật đúng đắn nhất là loại bỏ phế phẩm và điều chỉnh lại quy trình từ đầu.
Làm thế nào để kiểm tra và phát hiện nhanh sản phẩm bị thoát cacbon bề mặt ngay tại xưởng?
Bên cạnh việc sử dụng thiết bị đo lường chuyên dụng, nhân viên QC có thể áp dụng phương pháp kiểm tra thực nghiệm: Dùng giũa tiêu chuẩn kiểm tra độ cứng bề mặt, hoặc sử dụng máy đo vi độ cứng micro vickers. Nếu bề mặt giũa bị mài sâu dễ dàng, hoặc có sự giảm sút lớn về độ cứng giữa lớp vỏ ngoài cùng và phần nền bên trong, chi tiết đó có khả năng cao đã bị thất thoát carbon bề mặt.
Chúng tôi có một bản vẽ chi tiết phức tạp, liệu có thể nhận được sự tư vấn kỹ thuật trước khi sản xuất hàng loạt?
Hoàn toàn có thể. Với kinh nghiệm chuyên sâu về luyện kim, đội ngũ kỹ thuật của Công Danh sẽ phối hợp cùng bộ phận R&D của quý công ty để đánh giá độ tập trung ứng suất trên thiết kế, tư vấn chuyển đổi mác thép phù hợp và thiết lập thông số nhiệt luyện an toàn nhất trước khi triển khai sản xuất đại trà.
Thời gian trung bình để hoàn thiện xử lý nhiệt một lô hàng số lượng lớn là bao lâu?
Nhờ vận hành dây chuyền lò băng tải liên tục và hệ thống lò đa dụng tự động, thời gian xử lý tại Công Danh được tối ưu hóa đáng kể. Tùy thuộc vào yêu cầu độ sâu lớp thấm cacbon và đặc tính kỹ thuật, các lô hàng gia công số lượng lớn sẽ được xử lý, kiểm định và bàn giao theo đúng tiến độ cam kết, đáp ứng yêu cầu của chuỗi sản xuất ô tô và điện tử.
Các lỗi nhiệt luyện có thể được ngăn chặn nếu nhà sản xuất thiết lập và kiểm soát chặt chẽ các thông số vật lý, hóa học trong quy trình. Thông qua việc thiết kế tối ưu, lựa chọn vật liệu chuẩn xác và hợp tác cùng các đơn vị gia công trang bị lò môi trường bảo vệ hiện đại, doanh nghiệp B2B sẽ giảm thiểu tối đa rủi ro nứt vỡ, cong vênh và không đạt độ cứng. Việc đầu tư đúng mực vào khâu nhiệt luyện chính là giải pháp cốt lõi để duy trì chất lượng cơ tính sản phẩm và năng lực cạnh tranh trong chuỗi cung ứng công nghiệp phụ trợ.







